Semestrálna práca: Metódy analýzy rizika (zadanie)
Skryť detaily | Obľúbený- Kvalita:87,1 %
- Typ:Semestrálna práca
- Univerzita:Slovenská technická univerzita v Bratislave
- Fakulta:Materiálovotechnologická fakulta
- Kategória:Nezaradené
- Podkategória:Iné
- Predmet:Metódy analýzy rizika
- Autor:frantisek.veselovsky
- Ročník:2. ročník
- Rozsah A4:16 strán
- Zobrazené:651 x
- Stiahnuté:0 x
- Veľkosť:0,2 MB
- Formát a prípona:MS Office Word (.docx)
- Jazyk:slovenský
- ID projektu:48348
- Posledna úprava:19.05.2023
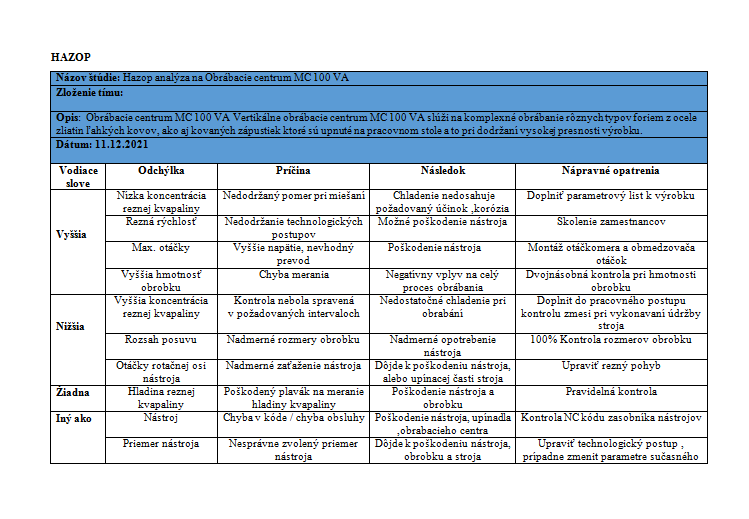
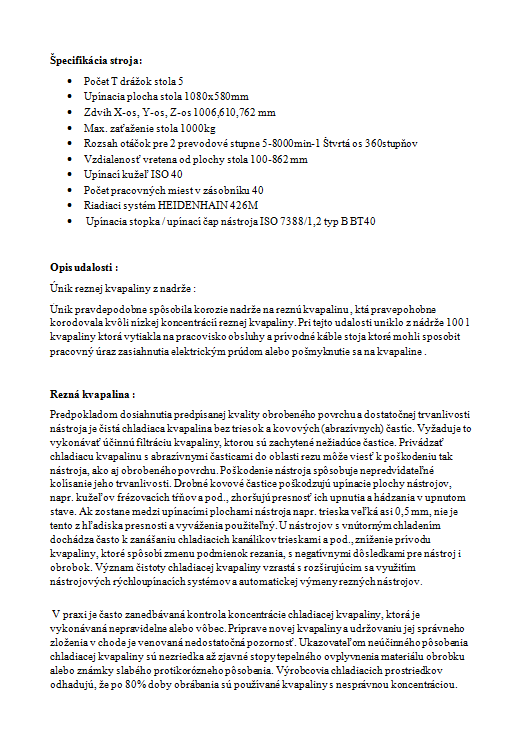
Rezná kvapalina :
Predpokladom dosiahnutia predpísanej kvality obrobeného povrchu a dostatočnej trvanlivosti nástroja je čistá chladiaca kvapalina bez triesok a kovových (abrazívnych) častíc. Vyžaduje to vykonávať účinnú filtráciu kvapaliny, ktorou sú zachytené nežiadúce častice. Privádzať chladiacu kvapalinu s abrazívnymi časticami do oblasti rezu môže viesť k poškodeniu tak nástroja, ako aj obrobeného povrchu. Poškodenie nástroja spôsobuje nepredvídateľné kolísanie jeho trvanlivosti. Drobné kovové častice poškodzujú upínacie plochy nástrojov, napr. kužeľov frézovacích tŕňov a pod., zhoršujú presnosť ich upnutia a hádzania v upnutom stave. Ak zostane medzi upínacími plochami nástroja napr. trieska veľká asi 0,5 mm, nie je tento z hľadiska presnosti a vyváženia použiteľný. U nástrojov s vnútorným chladením dochádza často k zanášaniu chladiacich kanálikov trieskami a pod., zníženie prívodu kvapaliny, ktoré spôsobí zmenu podmienok rezania, s negatívnymi dôsledkami pre nástroj i obrobok. Význam čistoty chladiacej kvapaliny vzrastá s rozširujúcim sa využitím nástrojových rýchloupínacích systémov a automatickej výmeny rezných nástrojov.
V praxi je často zanedbávaná kontrola koncentrácie chladiacej kvapaliny, ktorá je vykonávaná nepravidelne alebo vôbec. Príprave novej kvapaliny a udržovaniu jej správneho zloženia v chode je venovaná nedostatočná pozornosť. Ukazovateľom neúčinného pôsobenia chladiacej kvapaliny sú nezriedka až zjavné stopy tepelného ovplyvnenia materiálu obrobku alebo známky slabého protikorózneho pôsobenia. Výrobcovia chladiacich prostriedkov odhadujú, že po 80% doby obrábania sú používané kvapaliny s nesprávnou koncentráciou.
...
Predpokladom dosiahnutia predpísanej kvality obrobeného povrchu a dostatočnej trvanlivosti nástroja je čistá chladiaca kvapalina bez triesok a kovových (abrazívnych) častíc. Vyžaduje to vykonávať účinnú filtráciu kvapaliny, ktorou sú zachytené nežiadúce častice. Privádzať chladiacu kvapalinu s abrazívnymi časticami do oblasti rezu môže viesť k poškodeniu tak nástroja, ako aj obrobeného povrchu. Poškodenie nástroja spôsobuje nepredvídateľné kolísanie jeho trvanlivosti. Drobné kovové častice poškodzujú upínacie plochy nástrojov, napr. kužeľov frézovacích tŕňov a pod., zhoršujú presnosť ich upnutia a hádzania v upnutom stave. Ak zostane medzi upínacími plochami nástroja napr. trieska veľká asi 0,5 mm, nie je tento z hľadiska presnosti a vyváženia použiteľný. U nástrojov s vnútorným chladením dochádza často k zanášaniu chladiacich kanálikov trieskami a pod., zníženie prívodu kvapaliny, ktoré spôsobí zmenu podmienok rezania, s negatívnymi dôsledkami pre nástroj i obrobok. Význam čistoty chladiacej kvapaliny vzrastá s rozširujúcim sa využitím nástrojových rýchloupínacích systémov a automatickej výmeny rezných nástrojov.
V praxi je často zanedbávaná kontrola koncentrácie chladiacej kvapaliny, ktorá je vykonávaná nepravidelne alebo vôbec. Príprave novej kvapaliny a udržovaniu jej správneho zloženia v chode je venovaná nedostatočná pozornosť. Ukazovateľom neúčinného pôsobenia chladiacej kvapaliny sú nezriedka až zjavné stopy tepelného ovplyvnenia materiálu obrobku alebo známky slabého protikorózneho pôsobenia. Výrobcovia chladiacich prostriedkov odhadujú, že po 80% doby obrábania sú používané kvapaliny s nesprávnou koncentráciou.
...