Seminárna práca: Výhody a nevýhody zhusťovania formovacej zmesi striasaním a lisovaním
Skryť detaily | Obľúbený- Kvalita:81,8 %
- Typ:Seminárna práca
- Univerzita:Slovenská technická univerzita v Bratislave
- Fakulta:Materiálovotechnologická fakulta
- Kategória:Technika
- Podkategória:Technológia
- Predmet:Technológia zlievania
- Autor:jocker3692
- Ročník:2. ročník
- Rozsah A4:4 strán
- Zobrazené:1 323 x
- Stiahnuté:3 x
- Veľkosť:0,1 MB
- Formát a prípona:MS Office Word (.doc)
- Jazyk:slovenský
- ID projektu:5915
- Posledna úprava:07.12.2017
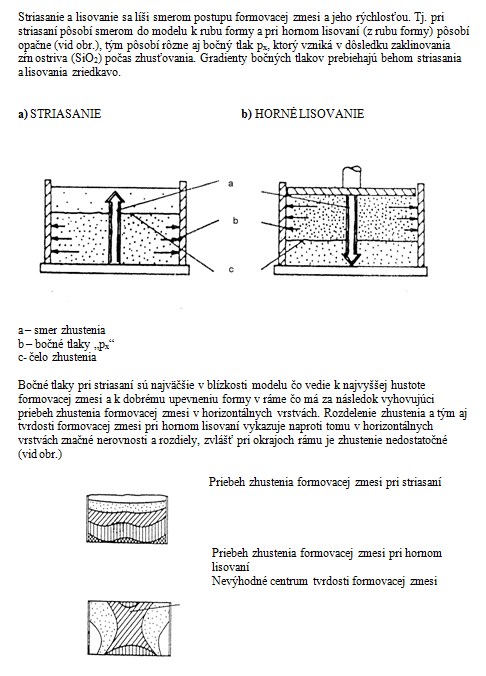
Striasanie a lisovanie sa líši smerom postupu formovacej zmesi a jeho rýchlosťou. Tj. pri striasaní pôsobí smerom do modelu k rubu formy a pri hornom lisovaní (z rubu formy) pôsobí opačne (vid obr.), tým pôsobí rôzne aj bočný tlak px, ktorý vzniká v dôsledku zaklinovania zŕn ostriva (SiO2) počas zhusťovania. Gradienty bočných tlakov prebiehajú behom striasania a lisovania zriedkavo.
Bočné tlaky pri striasaní sú najväčšie v blízkosti modelu čo vedie k najvyššej hustote formovacej zmesi a k dobrému upevneniu formy v ráme čo má za následok vyhovujúci priebeh zhustenia formovacej zmesi v horizontálnych vrstvách. Rozdelenie zhustenia a tým aj tvrdosti formovacej zmesi pri hornom lisovaní vykazuje naproti tomu v horizontálnych vrstvách značné nerovnosti a rozdiely, zvlášť pri okrajoch rámu je zhustenie nedostatočné (vid obr.)
Bočné tlaky pri striasaní sú najväčšie v blízkosti modelu čo vedie k najvyššej hustote formovacej zmesi a k dobrému upevneniu formy v ráme čo má za následok vyhovujúci priebeh zhustenia formovacej zmesi v horizontálnych vrstvách. Rozdelenie zhustenia a tým aj tvrdosti formovacej zmesi pri hornom lisovaní vykazuje naproti tomu v horizontálnych vrstvách značné nerovnosti a rozdiely, zvlášť pri okrajoch rámu je zhustenie nedostatočné (vid obr.)